Tecnología de desulfuración en seco

Detalles del producto
I. Resumen general
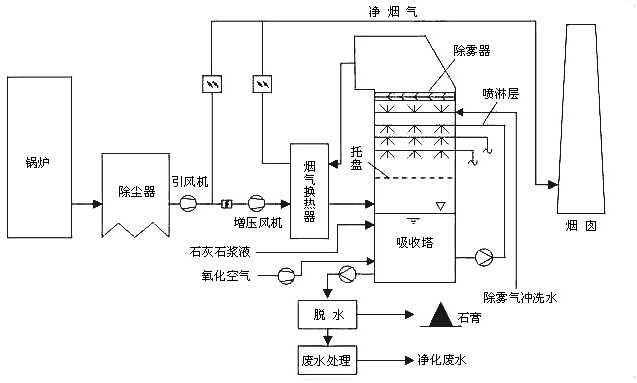
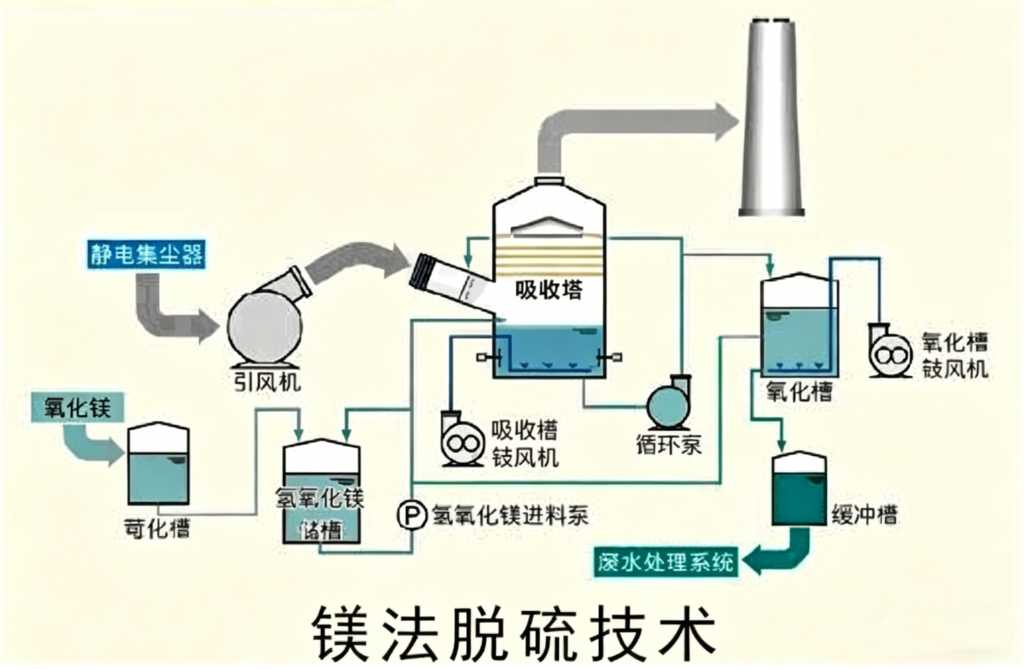
El proceso de desulfuración de gases de combustión en lecho fluidizado circulante con recirculación (RCFB-FGD) es un proceso avanzado de desulfuración en seco de gases de combustión basado en los principios de la tecnología de lecho fluidizado circulante. Este proceso utiliza cal apagada en polvo (Ca(OH)₂) como absorbente. Mediante múltiples recirculaciones del absorbente en polvo seco, este entra en contacto intenso con los contaminantes de los gases de combustión dentro de la torre de absorción, lo que desencadena reacciones químicas y prolonga el tiempo de contacto entre el absorbente y los gases de combustión para lograr la desulfuración. Mediante estas reacciones químicas, es posible eliminar eficazmente el SO₂, el SO₃, el HF y el HCl de los gases de combustión. El producto final de la desulfuración, la escoria de desulfuración, es una mezcla de polvo seco de flujo libre que no causa contaminación secundaria y puede reutilizarse. Este proceso se utiliza principalmente para la desulfuración de los gases de combustión en las calderas de las centrales eléctricas. Una sola torre puede tratar volúmenes de gases de combustión adecuados para calderas con potencias que oscilan entre los 6 MW y los 330 MW. La tasa de eliminación de SO₂ puede alcanzar entre el 90% y el 98%, mientras que las tasas de eliminación de SO₃, HF y HCl suelen situarse por encima del 99%.
II. Características técnicas del proceso de desulfuración en seco
⑴. Los gases de combustión reaccionan con el agente desulfurante en el interior de la torre de absorción; el largo tiempo de permanencia garantiza un alto grado de aprovechamiento del absorbente;
⑵. No hay piezas móviles ni componentes propensos al desgaste en el interior de la torre de absorción, lo que se traduce en una elevada disponibilidad general de la planta;
(3) Tanto el agente desulfurante como el residuo de la desulfuración se presentan en forma seca, lo que evita la adhesión, las obstrucciones y la corrosión en los equipos del sistema;
(4) Cuando aumenta el contenido de azufre del carbón o se requiere una mayor eficiencia en la desulfuración, esto puede lograrse simplemente aumentando la cantidad de agente desulfurante, sin necesidad de equipos adicionales;
(5) La tasa de eliminación de SO₃ es muy elevada y el punto de rocío de los gases de combustión tras la desulfuración es bajo, lo que elimina la necesidad de aplicar un tratamiento anticorrosivo a los equipos y a los conductos de humos;
⑹ El sistema de desulfuración tiene un amplio rango de adaptabilidad a la carga, que abarca desde 30% hasta 110% de carga de la caldera.
III. Ventajas de la tecnología de desulfuración en seco
⑴ La eficiencia de eliminación del SO₂ alcanza entre el 90% y el 99%
⑵ La eficiencia de eliminación de SO₃, HF y HCl supera el 98%
⑶ El sistema de desulfuración es sencillo y la unidad de desulfuración ocupa poco espacio;
⑷ Bajos costes de inversión, explotación y mantenimiento;
⑸ Bajo consumo energético de los sistemas auxiliares;
⑹ No se producen vertidos de aguas residuales;
⑺ No es necesario aplicar ningún tratamiento anticorrosión;
⑻ Bajo consumo de agua