Unidad de desulfuración y eliminación de polvo (Equipo integrado de eliminación de polvo y desulfuración de la serie HNT)
 2")
Detalles del producto
Introducción a la unidad de desulfuración y eliminación de polvo de la serie HNT:
El equipo integrado de eliminación de polvo y desulfuración de la serie HNT (unidad de desulfuración y eliminación de polvo) es un dispositivo de protección medioambiental que combina la eliminación de polvo con la purificación de gases nocivos. Diseñado específicamente para la eliminación de polvo y azufre de los gases de combustión en calderas de carbón y hornos industriales, es adecuado tanto para sistemas de pequeño y mediano tamaño en la industria general, como para sistemas a gran escala en sectores como el energético. Cuando no es necesaria la purificación de gases nocivos, no es preciso añadir ningún absorbente al depósito de dosificación química, lo que lo convierte en un colector de polvo de mecanismo compuesto. Es precisamente esta característica la que permite a los usuarios cuyos requisitos actuales se limitan a la desulfuración y la eliminación de polvo (como hornos de cemento, máquinas de sinterización, hornos de ferrosilicio, hornos de carburo de calcio y hornos de cal) cumplir con los requisitos actuales de desulfuración y eliminación de polvo sin necesidad de inversiones adicionales. Además, ofrece la capacidad de cumplir los futuros requisitos de depuración de gases nocivos a medida que se endurezcan las normativas medioambientales, sin necesidad de instalar nuevos equipos. En el caso de los sistemas de depuración de gases de combustión de las calderas de las centrales eléctricas, donde ya existen precipitadores electrostáticos de múltiples campos como equipos de recogida de cenizas en seco o de eliminación de polvo para mejorar la pureza de los subproductos de la desulfuración (como el yeso), la unidad de desulfuración y eliminación de polvo HNT funciona como una torre de desulfuración. En este caso, la unidad de desulfuración y eliminación de polvo HNT no solo cumple los requisitos para la purificación del dióxido de azufre en los gases de combustión, sino que también mejora aún más la capacidad del sistema para eliminar el polvo en forma de partículas finas. Esta serie de unidades de desulfuración y eliminación de polvo está diseñada para calderas y hornos mecánicos generales alimentados con carbón.
Esta unidad de desulfuración y eliminación de polvo supone una integración orgánica de las teorías fundamentales de la mecánica de fluidos, la mecánica de aerosoles y la cinética de las reacciones químicas. Combina de forma ingeniosa mecanismos de eliminación de polvo y desulfuración, tales como el lavado por impacto, la separación potenciada por película, las estructuras de lecho fluidizado, la pulverización, así como la gravedad, las fuerzas inerciales y la aglomeración. La zona de movimiento fluidizado generada aguas abajo del fluidizador, junto con la organización general del campo de flujo de toda la unidad, no solo proporciona una resistencia suficiente de la película líquida en el sistema trifásico gas-líquido-sólido, sino que también aumenta el coeficiente de transferencia de masa, lo que mejora la eficiencia de la desulfuración y potencia los efectos de humidificación y aglomeración sobre el polvo de partículas finas. El ventilador suministra aire a la torre de desulfuración en una configuración de tiro forzado, evitando así problemas como el arrastre de agua en el ventilador, habituales en los procesos húmedos convencionales.
Esta unidad de desulfuración y eliminación de polvo funciona mediante un proceso húmedo; en función de las necesidades, se puede instalar un depósito de sedimentación, lo que la convierte en una unidad integrada de proceso húmedo, eliminación de polvo y desulfuración. Esta unidad de desulfuración y eliminación de polvo ha recibido grandes elogios por parte de los usuarios por su alta eficiencia, baja resistencia, tamaño compacto y rendimiento estable. Se ha aplicado con éxito en Guangxi, Yunnan, Jiangsu, Shandong, Shanxi, Hebei, Pekín, Jilin y Mongolia Interior para el tratamiento de los gases de combustión procedentes de diversos tipos de calderas de centrales térmicas y de calefacción, gases de escape de máquinas de sinterización, gases de escape de la producción de sales de cromo, gases de escape de hornos de cemento, gases de escape de hornos de ferrosilicio, gases de escape de hornos de carburo de calcio y gases de escape de hornos de cal.
Principio de funcionamiento de la unidad de desulfuración y eliminación de polvo de la serie HNT:
Las unidades de desulfuración y eliminación de polvo de la serie HNT utilizan líquidos alcalinos —como soluciones a base de sodio, calcio o magnesio, diversos álcalis residuales industriales o aguas residuales procedentes del lavado de escorias de calderas— para absorber los óxidos de azufre de los gases de combustión. El polvo y las gotitas se separan por inercia, gravedad, coagulación y fuerza centrífuga, lo que garantiza que las emisiones cumplan con la normativa.
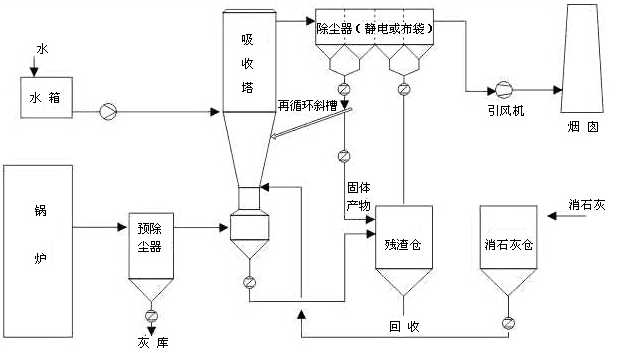
La tecnología de eliminación de polvo y desulfuración de la serie HNT cuenta con diferentes procesos del sistema adaptados a aplicaciones específicas. Tomando como ejemplo el modelo HNT-I, cuando los gases de combustión cargados de polvo entran en la unidad de desulfuración y eliminación de polvo, pasan primero por una cámara de autoexcitación circulante en la que se forma un canal dinámico en forma de S. Esto facilita la separación de las partículas gruesas, la humidificación y coagulación de las partículas finas, y la absorción preliminar del dióxido de azufre gaseoso por parte de la solución alcalina. A continuación, los gases de combustión llegan a las placas de distribución de película, donde el aumento de la superficie específica de la fase líquida y la facilidad con la que se rompe la película líquida potencian la capacidad del líquido absorbente para capturar partículas y absorber gases nocivos. A medida que el gas de combustión fluye a través del fluidizador, se alcanza un estado de flujo fluidizado trifásico de gas, líquido y sólido, lo que prolonga el tiempo de residencia y aumenta las oportunidades de contacto; el fluidizador resuelve el conflicto entre la compacidad del equipo y la eficiencia de purificación. Tras pasar por la sección de pulverización auxiliar, los gases de combustión entran en la placa de separación, donde se fusionan las gotas finas. A continuación, los gases de combustión purificados se descargan directamente a la atmósfera a través de la salida situada en la parte superior de la unidad de desulfuración y eliminación de polvo.
El proceso químico básico de la desulfuración con un solo álcali es el siguiente:
Proceso de absorción y neutralización (desulfuración):
CaO + H₂O = Ca(OH)₂
SO₂ + H₂O = H⁺ + HSO₃⁻
HSO₃⁻ + 1/2O₂ = SO₃²⁻ + H⁺
SO₃²⁻ + 1/2 O₂ = SO₄²⁻
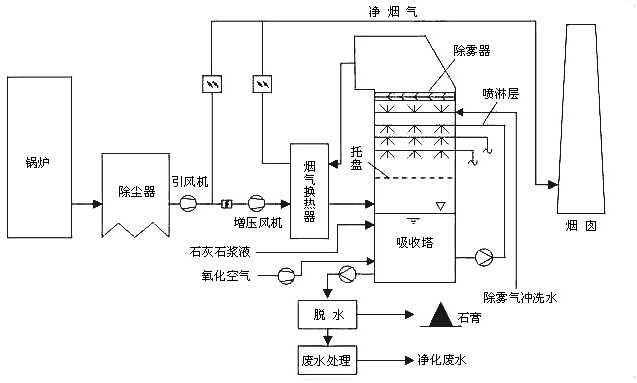
2Ca(OH)₂ + 2SO₂ = 2CaSO₄·1/2H₂O + H₂O
2Ca(OH)₂ + 2SO₂ + O₂ + H₂O = 2CaSO₄↓ + 2H₂O
El diseño general se basa en las condiciones típicas de uso como parámetros estándar; para casos especiales en los que haya altas concentraciones de polvo, partículas finas de polvo o baja densidad del polvo, se aplica un tratamiento mejorado. Esto garantiza el cumplimiento de las normas locales de emisiones, al tiempo que proporciona un margen de seguridad, minimizando así tanto los costes de producción del fabricante como los gastos de explotación del usuario. Por consiguiente, los parámetros de rendimiento son ajustables.
Características de funcionamiento de la unidad de desulfuración y eliminación de polvo de la serie HNT:
Esta unidad de desulfuración y eliminación de polvo combina de forma ingeniosa múltiples mecanismos de eliminación de polvo y desulfuración. Tiene en cuenta diversos factores, entre ellos las condiciones nacionales, la capacidad financiera de la empresa y la competencia operativa de los operarios de la planta, lo que da lugar a las siguientes características:
■ Alta eficacia en la desulfuración y la eliminación de polvo, lo que garantiza que las emisiones cumplan con la normativa;
■ La unidad de desulfuración y eliminación de polvo presenta una baja caída de presión, lo que significa que no es necesario sustituir el ventilador principal de tiro inducido en los proyectos de modernización;
■ La unidad de desulfuración y eliminación de polvo ocupa poco espacio; además de sustituir al colector de polvo en proyectos de modernización, no es necesario modificar la ubicación del resto de equipos. La salida se encuentra en la parte inferior, lo que facilita la conexión al ventilador de tiro inducido.
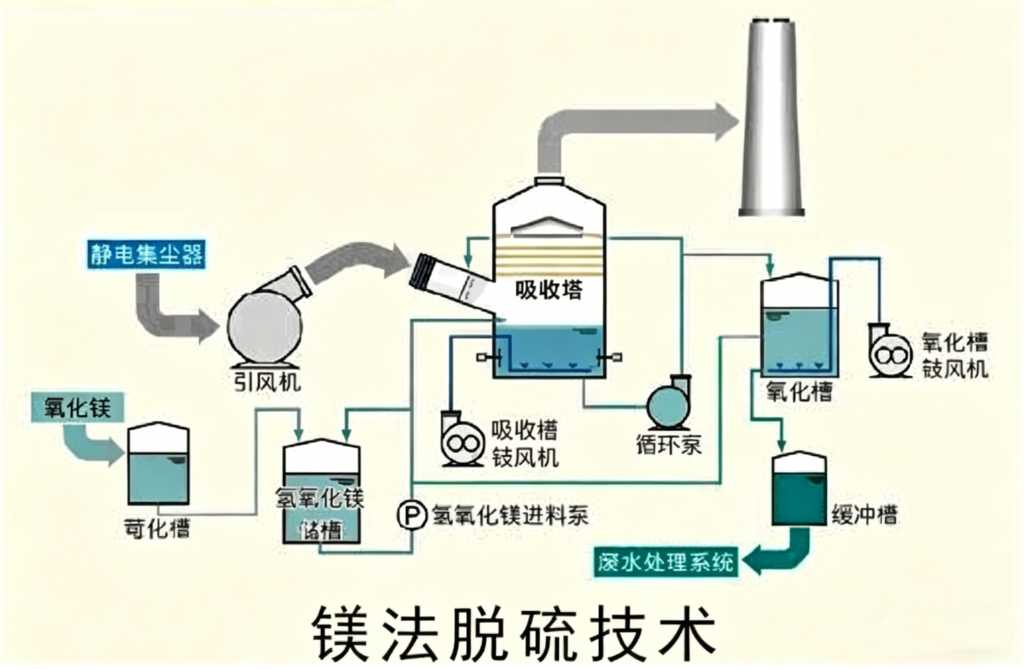
■ La unidad de desulfuración y eliminación de polvo presenta unos bajos costes de funcionamiento, y el proceso de desulfuración es adecuado para diversas soluciones alcalinas. A excepción del proceso de desulfuración mediante eliminación de magnesio, el líquido de absorción se recicla, lo que se traduce en un consumo de agua muy bajo;
■ La sofisticación técnica de esta unidad de desulfuración y eliminación de polvo radica en la organización del campo de flujo y en la coordinación de las dimensiones estructurales; prácticamente no hay requisitos especiales para el proceso de fabricación;
■ Esta unidad de desulfuración y eliminación de polvo ofrece una alta eficiencia en la separación gas-líquido, lo que resuelve de forma eficaz problemas como las obstrucciones y el arrastre de agua en los ventiladores, habituales en los procesos húmedos;
■ Esta unidad de desulfuración y eliminación de polvo adopta un enfoque segmentado en el que se utilizan distintos materiales para garantizar la resistencia a la corrosión y al desgaste, lo que asegura una larga vida útil y, al mismo tiempo, reduce los costes del equipo.
Ámbitos de aplicación de las unidades de desulfuración y eliminación de polvo de la serie HNT:
Eliminación de polvo y depuración de los gases de combustión procedentes de calderas y hornos de carbón, así como depuración de gases nocivos, en sectores como el de la maquinaria, los materiales de construcción, la metalurgia, la industria ligera, la industria química, la protección del medio ambiente y la generación de energía.