Desulphurisation and Dust Removal Unit (HNT Series Integrated Dust Removal and Desulphurisation Equipment)
2")
Product Details
Introduction to the HNT Series Desulphurisation and Dust Removal Unit:
The HNT Series Integrated Dust Removal and Desulphurisation Equipment (Desulphurisation and Dust Removal Unit) is an environmental protection device that combines dust removal with the purification of harmful gases. Designed specifically for the removal of dust and sulphur from flue gas in coal-fired boilers and industrial furnaces, it is suitable for both small and medium-sized systems in general industry, as well as large-scale systems in sectors such as the power industry. When there is no requirement for the purification of harmful gases, no absorbent needs to be added to the chemical dosing tank, rendering it a composite-mechanism dust collector. It is precisely this feature that enables users with current requirements limited to desulphurisation and dust removal (such as cement kilns, sintering machines, ferrosilicon furnaces, calcium carbide furnaces and lime kilns) to meet current desulphurisation and dust removal requirements without additional investment. Furthermore, it provides the capacity to meet future requirements for the purification of harmful gases as environmental regulations tighten, without the need to install new equipment. For flue gas purification systems in power station boilers, where multi-field electrostatic precipitators are already in place as dry ash collection equipment or dust removal equipment to enhance the purity of desulphurisation by-products (such as gypsum), the HNT desulphurisation and dust removal unit functions as a desulphurisation tower. In this scenario, the HNT desulphurisation and dust removal unit not only meets the requirements for the purification of sulphur dioxide in the flue gas but also further enhances the system’s ability to remove fine particulate dust. This series of desulphurisation and dust removal units is designed for general mechanical coal-fired boilers and furnaces.
This desulphurisation and dust removal unit represents an organic integration of the fundamental theories of fluid mechanics, aerosol mechanics and chemical reaction kinetics. It ingeniously combines dust removal and desulphurisation mechanisms such as impact washing, film-enhanced separation, fluidised bed structures, spraying, as well as gravity, inertial forces and agglomeration. Not only does the fluidised motion zone generated downstream of the fluidiser, along with the overall flow field organisation of the entire unit, provide sufficient liquid film resistance across the gas-liquid-solid three-phase system, but it also increases the mass transfer coefficient, thereby enhancing desulphurisation efficiency and improving the humidification and agglomeration effects on fine particulate dust. The fan supplies air to the desulphurisation tower in a forced-draft configuration, thereby avoiding issues such as water carryover in the fan that are common in conventional wet processes.
This desulphurisation and dust removal unit operates on a wet process basis; depending on requirements, a settling tank may be installed, making it an integrated wet-process, disposable dust removal and desulphurisation unit. This desulphurisation and dust removal unit has earned high praise from users for its high efficiency, low resistance, compact footprint and stable performance. It has been successfully applied in Guangxi, Yunnan, Jiangsu, Shandong, Shanxi, Hebei, Beijing, Jilin and Inner Mongolia for the treatment of flue gas from various types of heating and power plant boilers, sintering machine exhaust, chromium salt production exhaust, cement kiln exhaust, ferrosilicon furnace exhaust, calcium carbide furnace exhaust and lime kiln exhaust.
Working principle of the HNT series desulphurisation and dust removal unit:
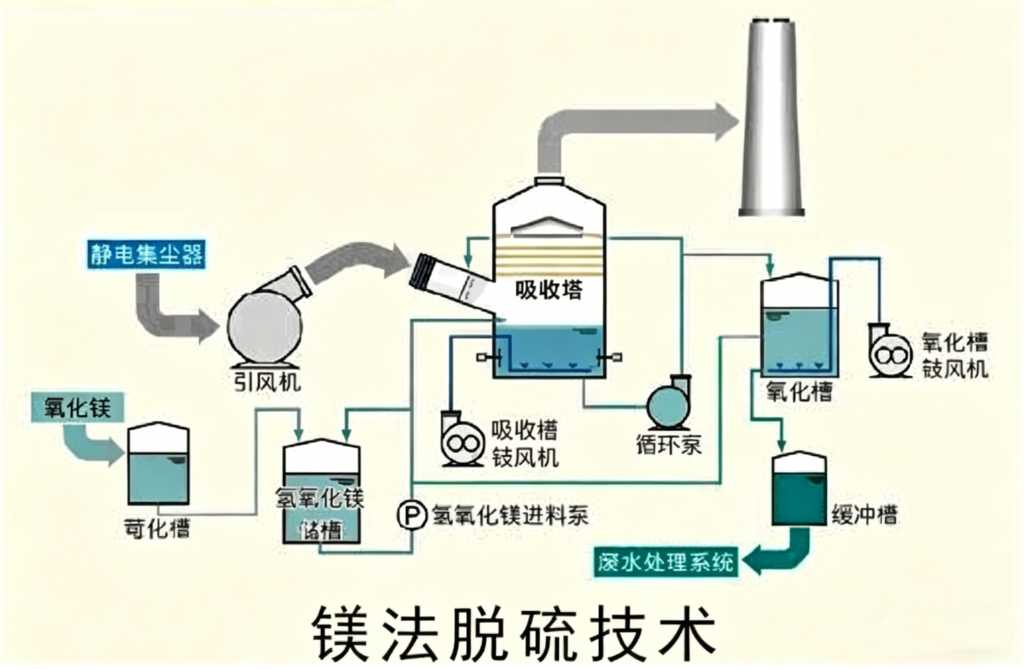
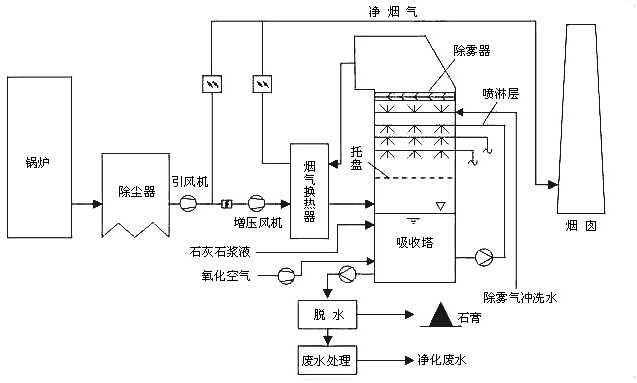
The HNT series desulphurisation and dust removal units utilise alkaline liquids—such as sodium, calcium or magnesium-based solutions, various industrial waste alkalis, or boiler slag-flushing wastewater—to absorb sulphur oxides from the flue gas. Dust and droplets are separated through inertia, gravity, coagulation and centrifugal force, thereby ensuring compliant emissions.
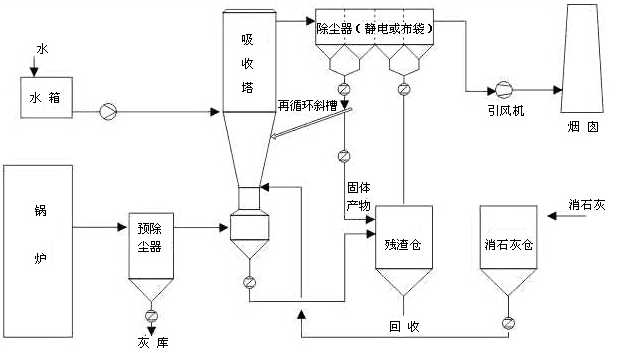
The HNT series dust removal and desulphurisation technology features different system processes tailored to specific applications. Taking the HNT-I model as an example, when dust-laden flue gas enters the desulphurisation and dust removal unit, it first passes through a circulating self-excitation chamber where a dynamic S-shaped channel is formed. This facilitates the separation of coarse particles, the humidification and coagulation of fine particles, and the preliminary absorption of sulphur dioxide gas by the alkaline solution. The flue gas then reaches the film distribution plates, where the increased specific surface area of the liquid phase and the easily ruptured liquid film enhance the absorption liquid’s ability to capture particles and absorb harmful gases. As the flue gas flows through the fluidiser, a three-phase fluidised flow state of gas, liquid and solid is achieved, extending residence time and increasing contact opportunities; the fluidiser resolves the conflict between equipment compactness and purification efficiency. After passing through the auxiliary spray section, the flue gas enters the separation plate, where fine droplets coalesce. The purified flue gas is then discharged directly into the atmosphere via the outlet at the top of the desulphurisation and dust removal unit.
The basic chemical reaction process of single-alkali desulphurisation is as follows:
Absorption and neutralisation (desulphurisation) process:
CaO + H₂O = Ca(OH)₂
SO₂ + H₂O = H⁺ + HSO₃⁻
HSO₃⁻ + 1/2O₂ = SO₃²⁻ + H⁺
SO₃²⁻ + 1/2O₂ = SO₄²⁻
2Ca(OH)₂ + 2SO₂ = 2CaSO₄·1/2H₂O + H₂O
2Ca(OH)₂ + 2SO₂ + O₂ + H₂O = 2CaSO₄↓ + 2H₂O
The overall design is based on typical user conditions as standard parameters; for special cases involving high dust concentrations, fine dust particles or low dust density, enhanced treatment is applied. This ensures compliance with local emission standards whilst providing a margin of safety, thereby minimising both the manufacturer’s production costs and the user’s operating expenses. Consequently, performance parameters are adjustable.
Operational characteristics of the HNT series desulphurisation and dust removal unit:
This desulphurisation and dust removal unit ingeniously combines multiple dust removal and desulphurisation mechanisms. It takes into account various factors, including national conditions, corporate financial capacity and the operational proficiency of plant operators, resulting in the following features:
■ High desulphurisation and dust removal efficiency, ensuring emissions meet regulatory standards;
■ The desulphurisation and dust removal unit has low pressure drop, meaning there is no need to replace the main induced draught fan in retrofit projects;
■ The desulphurisation and dust removal unit has a small footprint; apart from replacing the dust collector in retrofit projects, the positions of other equipment need not be altered. The outlet is located at the bottom, facilitating connection to the induced draught fan.
■ The desulphurisation and dust removal unit has low operating costs, and the desulphurisation process is suitable for various alkaline solutions. With the exception of the magnesium-removal desulphurisation process, the absorption liquid is recycled, resulting in very low water consumption;
■ The technical sophistication of this desulphurisation and dust removal unit lies in the organisation of the flow field and the coordination of structural dimensions; there are essentially no special requirements for the manufacturing process;
■ This desulphurisation and dust removal unit offers high gas-liquid separation efficiency, effectively resolving issues such as blockages and water carryover in fans commonly associated with wet processes;
■ This desulphurisation and dust removal unit employs a segmented approach using different materials for corrosion and wear resistance, ensuring a long service life whilst also reducing equipment costs.
Application areas of the HNT series desulphurisation and dust removal units:
Dust removal and purification of flue gases from coal-fired boilers and kilns, as well as the purification of harmful gases, in industries such as machinery, building materials, metallurgy, light industry, chemicals, environmental protection and power generation.